Zigzag printing MY-type intelligent gin machine
The 6MY168-17 intelligent cotton gin is a new generation of high-efficiency cotton finishing equipment developed on the basis of the 6MY88-17 and 6MY98-17 brush-type sawtooth gin units. This equipment is particularly representative in my country’s large-scale hand-picked cotton finishing process. It has large finishing capacity, low production cost, and the quality of the finished lint is good. The drying system ensures the stability and reliability of the complete set of equipment, keeping the blowroom and ginning equipment in optimal working condition. The cotton cleaning roller adopts spike components, and the recovery roller adopts rack components, which reduces fiber damage. The ginning motor adopts advanced equipment such as the 6MPQ400-2800 lint cleaning machine and the intelligent 6MDY400 baler that are matched with the high-efficiency intelligent ginning equipment 6MY168-17 gin. The electrical appliances adopt fully automatic intelligent control, and the drying equipment adopts tower drying. Machines and hot blast stoves and other supporting equipment.
The new and efficient 200-type lint stripping machine is used for stripping. Its working box adopts a geometric shape, which improves the operating conditions of the cotton roll and increases the lint production and cotton processing capacity. It adopts double-roller feeding, the traverse plate is made of stainless steel, and a magnet clamp device is added accordingly to prevent iron debris from entering the work box and damaging the saw blade. It is used in conjunction with the 168 large-scale cotton gin to reduce production costs.
(1) Overall structure
This machine is mainly composed of a blowjob and flower feeding part, a ginning part and a transmission system.
(1) The blowroom and flower feeding department is a purifying blowroom and flower feeding machine, which mainly consists of a flower feeding roller and a speed regulating device, an opening roller, a large rack roller, a small brush roller, and a recovery rack roller. , wire brushes, grids and debris removal augers.
(2) The ginning department is the main working part of the ginning machine. It consists of three parts: the front box, the middle box and the rear box.
(3) The transmission system is driven by a 1.1kW planetary cycloidal pinwheel reduction motor to drive the front and rear flower feeding rollers; a 5.5kW 6-pole motor drives the rack roller of the cleaning department; a 1.5kW motor passes through a worm gear reducer (WPD080-1 :40-A) Realize unpacking and closing work; the saw blade roller and brush roller are driven by a 75kW 4-pole motor.
The overall structure, motor transmission, etc. of the 6MY168-17 intelligent gin are basically the same as the 6MY98-17 brush sawtooth gin, but each key part is equipped with a fault detection device, which can automatically detect materials and display faults, and can compare Protect key parts from damage and improve equipment operation rate.
(2) Intelligent system of PLC and touch screen
Traditional cotton gins are affected by complex factors such as cotton grade and cotton moisture regain, which often lead to blockage and affect work efficiency and finishing quality. The 6MY168-17 intelligent gin introduces an analog input (saw shaft brush motor current) at the PLC input end, so that the speed of the feeding motor can be automatically adjusted with the change of the saw shaft brush motor current in the gin. When the load of the gin machine increases, the current of the saw shaft brush motor increases, and the speed of the feeding motor automatically decreases; when the load of the gin machine decreases, the current of the saw shaft brush motor decreases, and the speed of the feeding motor automatically increases. This enables the gin to work stably when the load changes due to external factors, and the phenomenon of lap clogging is greatly reduced. It also reduces various switch devices (such as buttons and transfer switches), saves PLC input/output points, provides a good human-machine interface, and develops a new field for PLC applications. Therefore, it is a good method to combine touch screen and PLC for production control process.
1. Requirements of the process flow on the PLC control system
(1) The work box must be in the closing position before the gin can be started.
(2) When the gin machine starts, the starting sequence of each motor is:
Saw shaft brush motor → blow cleaning motor → feeding motor
(3) When the gin machine stops, the stopping sequence and starting sequence of each motor The order is reversed.
(4) Once there is a fault during operation, first open the working box, then stop the feeding motor and alarm.
(5) The speed of the feeding motor is automatically adjusted according to the tightness of the cotton roll in the working box, and changes automatically with the current of the saw shaft brush motor.
2. System hardware composition (Figure 8-11)
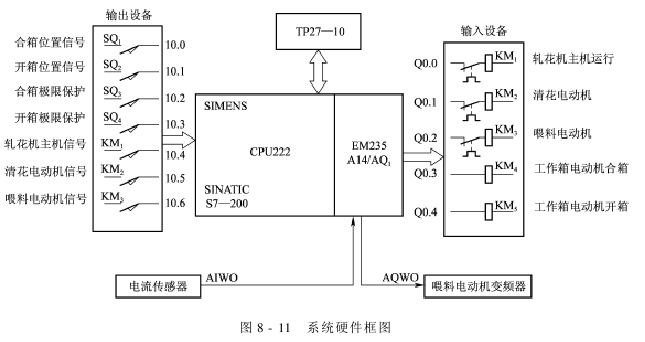
(1)PLC:PLCisthecoreoftheentireoperatingsystem,adoptingthemaincontrolmoduleCPU222ofSiemensS7-200series.
CPU222has8inputpointsand6outputpoints,andcanbeconnectedto2expansionmodules,whichcanbeexpandedto78input/outputpointsor10analoginput/outputpoints.
(2)I/Omoduleandinterface:Thesystemneedstodetectthecurrentoftheginmachinehostandadjustthevoltageofthefeedingmotorinverter,soitmustaddananaloginput/outputmodule-EM235AI4/AQ1.
Theinputterminalisconnectedtodigitalsignalsandanalogsignals.Thedigitalsignalsaretheworkingboxclosingandunboxingpositionsignalsandtheauxiliarynormallyopencontactsofeachcontactor;theanalogsignalsarethecurrentsignalsofthemainmachineoftheginmachine.
Thedigitaloutputendisconnectedtothecontactorcoilthatcontrolstheactionofeachmotor;theanalogoutputendisconnectedtothefrequencyconverterthatcontrolsthespeedofthefeedingmotor.
(3)Touchscreen:ThesystemadoptsSiemensTP27touchscreen,whichisusedbetweenPLCandtouchscreen.RS485interfaceforcommunicationconnection.Touchscreensoftwaredevelopmentusesaspecialconfigurationtool—Protoolsoftware.
3.Systemsoftwaredesign
(1)PLCprogramming:Inordertoeasilyaddordeleteprogrammodules,andtofacilitatetheimprovementofdifferentprogrammodules,theprogramdesignadoptsamodularstructure,andtheentireprogramincludesinitialization,startup,intelligentPIDcalculation,parkingandaccidentalarmandotherprograms.
ThePLCprogrammoduleisshowninFigure8-12.
①Initialization module: Initialize all used intermediate relays M, timer T and data register D, and assign values to some parameters that require initial values (digital quantities corresponding to the rated current of the gin machine host, digital quantities corresponding to the voltage of the inverter) .
Set the digital quantity corresponding to the inverter voltage, adopt the method of artificial intelligence, and based on many years of sorting experience, compile the grade, moisture and corresponding given digital quantity of the inverter voltage into a table and store it in the PLC middle. A table lookup program is compiled in the initialization program. By executing the table lookup program, the setting of the digital quantity corresponding to the inverter voltage is completed.
②Startup module: Ensure that each device starts in sequence. The start signal and delay signal of the front start device are connected in series to the drive branch of the rear start device.
③Intelligent PID module: Its program block diagram is shown in Figure 8-13. According to the signal from the current sensor, the intelligent PID algorithm is used to control the input voltage of the frequency converter, change the output frequency of the frequency converter, and adjust the speed of the feeding motor. This module is the key to the transformation of the entire electrical system.
(2) Touch screen software design: Use Protool software to configure various components on the new screen, such as buttons, indicator lights, digital displays and screen selection switches.
This system realizes the operation mode of “one person operation, one button to start, one button to stop”, and has the advantages of high degree of automation and reliable operation. The intelligent control of the feeding motor solves the problem of cotton roll clogging that has existed for many years; the touch screen is used as a human-computer interaction tool, which is simple, intuitive and easy to operate.
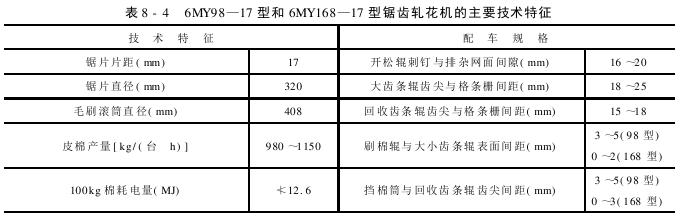
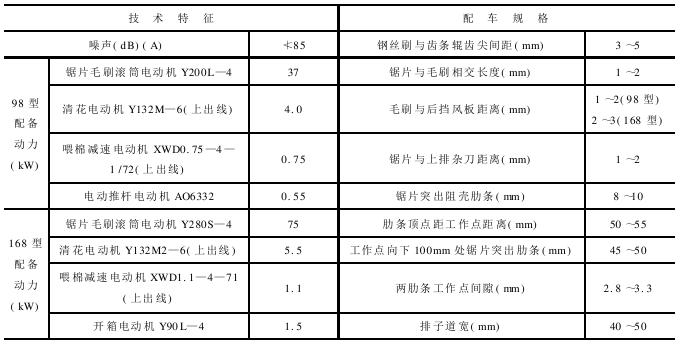
The main technical characteristics of the 6MY98-17 and 6MY168-17 sawtooth gins are shown in Table 8-4.
AAAJH. LK‘PO[IUYUKT